Products & Technologies

Products & Services
Company
Contact
Back to Menu
Products & Services
Products & Technologies
Services
Resources
Company
Contact
TABLE OF CONTENTS
A Letter from Ali Salehpour - Climb the Productivity Curve Faster
Leveraging the Digital Twin in Smart Microelectronics Manufacturing
STMicroelectronics Demonstrates Adaptive Endpoint Control System for 200mm CMP
Applied Materials Technology-Enabled Services Support Next-Generation Manufacturing
Maximize Output from Fleets of Tools
Industry 4.0 Reaches into the Subfab
The Last Word: Smart Transportation to Drive Semiconductor Content
Industry 4.0 Reaches into Subfab
By Andreas Neuber, Maxime Cayer, John Koenig and Shaun Crawford
To unlock the full potential of their manufacturing systems and personnel, companies in many industries are rapidly moving toward highly automated systems and digital data-driven methods and tools.[1] Widely known as “smart manufacturing” or Industry 4.0, the resulting productivity improvements are often so dramatic that many people are calling this shift a new industrial revolution.[2]
The semiconductor industry, already more highly digitalized than many others, has been an early adopter of Industry 4.0 technologies. One example is the SECS/GEM equipment interface protocol, introduced a number of years ago for equipment-to-host data communications in highly automated fabs.
However, significant gaps remain in Industry 4.0 implementations in semiconductor manufacturing. One area that has not typically been included in such efforts is the subfab—but that is beginning to change as fab output soars to meet strong demand for chips.
The subfab consumes more energy and resources than any other part of the production facility,[3] so as output increases manufacturers are scrambling to find better ways to manage energy, water and chemical usage while still maintaining high levels of safety, reducing emissions and minimizing costs.[4]
STATUS REPORT: INDUSTRY 4.0 IN THE SUBFAB
Table 1 summarizes the widely varying levels of Industry 4.0 implementations in wafer fabs and in associated subfab components.
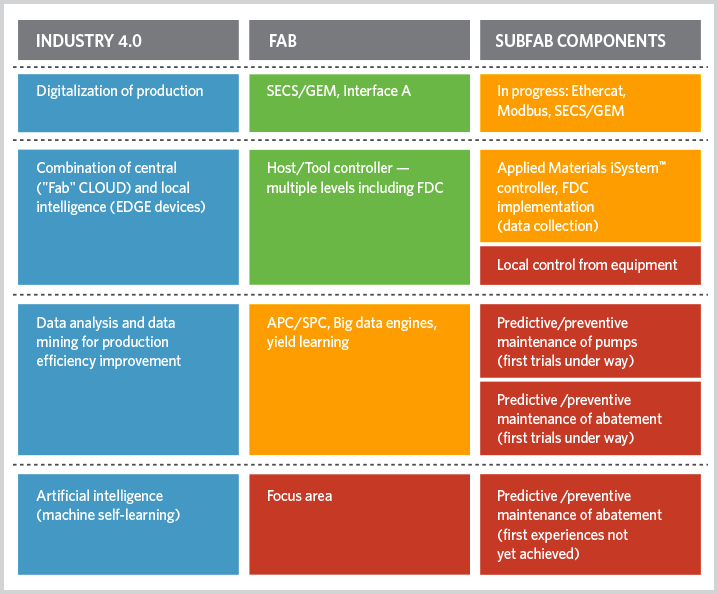
Table 1. Status of current Industry 4.0 implementations in the semiconductor industry. As shown, many more have taken place (green) or are in progress (yellow) on the production floor than in the subfab. Red indicates areas of future focus and early-stage explorations.
Although the implementation of Industry 4.0 in the subfab remains in its infancy, a few initial efforts are underway. These include:
- Emissions reports, produced by monitoring and overlaying gas flows and abatement availability
- Alarm management for subfab components
- Management of maintenance plans
Table 2 shows examples of analyses being performed using the Applied Materials iSystem™ controller.
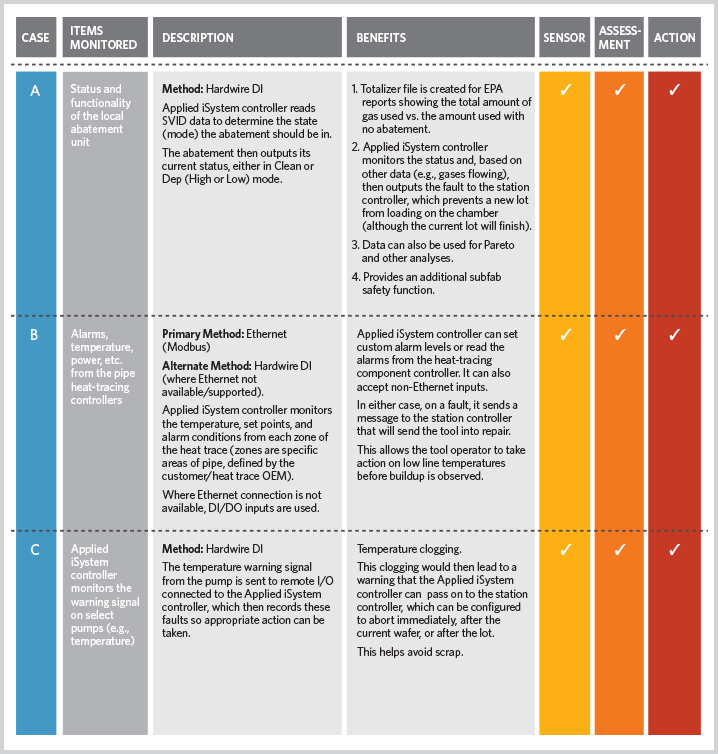
Table 2. Examples of early-stage Industry 4.0 implementations in the subfab using the Applied Materials iSystem controller. (Note: Temperature warnings happen frequently with certain configurations due to clogging of the PCW filters.)
Additionally, in the not-too-distant future, the data integration and operational synchronization of fab and subfab equipment will lead to other applications that can further enhance a fab’s overall productivity and output.
These include:
- Higher-level alarm management, using risk analysis to compensate for single failures. One example would be to manage exhaust flows for enclosures (the system otherwise is fail-safe).
- Big data assessments of tool and subfab information. One example of the value of this approach is that it would enable predictive and preventive maintenance for dry pumps. Although pump vendors have identified indicators of potential pump failure (e.g., vibration, temperature, etc.) it has not always been clear whether changes in the semiconductor fabrication process caused the variations, or whether they originated from within the pump. Using Applied’s iSystem controller in a big data framework will enable process changes to be overlaid with pump information, potentially leading to reduced costs and excursions, and increased quality and efficiency.
- Generating and modifying the energy balance of a tool with varying process conditions. This could be implemented with external sensors.
The iSystem controller is an important tool for developing Industry 4.0 subfab applications. Currently more than 1,000 units are installed in fabs worldwide. While monitoring tool operation, the controller collects valuable data that can be used not only to generate resource consumption, greenhouse emissions and other reports, but to enable more advanced smart manufacturing applications. Each unit can support up to four tools and is easily installed on 200mm and 300mm process tools from both Applied Materials and other providers.
INDUSTRY 4.0 PLANNING CONSIDERATIONS
Industry 4.0 planning encompasses both strategic and tactical elements that complement each other and must be taken into consideration jointly.
On the strategic level, fab management is concerned with overall issues such as the growing importance of data in the fab, the need to have complete control over a process, and better management of parameter control. Tightly synchronizing subfab components with production tools and with supervisory monitoring and control systems can play an important role in all of these.
On the tactical level, the goal is to use smart manufacturing technologies to achieve specific, targeted improvements such as improved overall equipment efficiency (OEE), better chamber matching, lower total cost of ownership (COO), etc. This can be done in a variety of ways that benefit from incorporating subfab data, such as:
- Monitoring trends and costs, identifying a golden tool, and expanding collections of best-known methods (BKMs)
- Looking for the trends/shifts/drifts that typically indicate upcoming failure
- Integrating sensors to improve performance data
As we look at all Industry 4.0 implementations in the semiconductor industry, it seems clear that three elements must come together and work in a complementary fashion to satisfy both strategic and tactical objectives. These are (1) effective data collection, (2) comprehensive data assessment, and (3) appropriate action taken based on the data findings (figure 1).
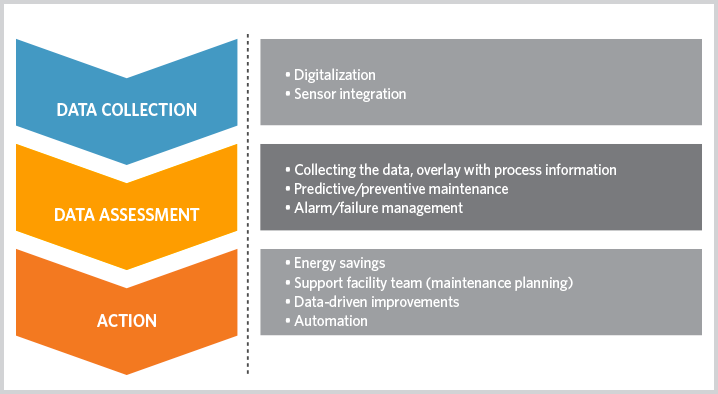
Figure 1. Three basic elements of successful Industry 4.0 implementations in the semiconductor industry.
Dramatic improvements in all three areas can be expected in the coming years. This will facilitate increased production tool/subfab integration for higher overall fab productivity.
With data collection, for example, increasing numbers of sensors will be integrated into equipment and networks. Among these will be new sensors designed to simplify installations and reduce costs, such as IoT-based and energy-harvesting devices.
With regard to data assessment, real-time energy balances will be made possible. Data mining engines will be used to identify production risks such as unpredicted component failures. And deep learning algorithms will be used for predictive/preventive maintenance events.
Ultimately, this process of data collection and assessment will lead to specific actions being taken in response. One example would be the integration of subfab management and maintenance systems with schedulers and other fab host systems. In addition, under an Industry 4.0 framework, subfab management will be supported by better data management capabilities to streamline maintenance activities, enable faster component setups after refurbishment, and more.
LOOKING FORWARD
Semiconductor manufacturers are exploring all possible avenues to meet the great demand for chips. As the demands for greater output and higher productivity increase, tighter integration of subfab components with production tools and with supervisory monitoring and control systems will enable fabs to reduce operating costs and meet environmental regulations.
For additional information, contact andreas_neuber@amat.com.
[1]http://www.avidsolutionsinc.com/blog/smart-manufacturing-success-stories
[2]https://en.wikipedia.org/wiki/Industry_4.0#References
[3]http://www.appliedmaterials.com/nanochip/nanochip-fab-solutions/july-2015/trends-in-subfab-energy-consumption-and-emissions-control
[4]https://www.semiconductors.org/issues/environment/environment_safety_health/