Products & Technologies

Products & Services
Company
Contact
Back to Menu
Products & Services
Products & Technologies
Services
Resources
Company
Contact
TABLE OF CONTENTS
AI Will Enable Next-Generation Quality Systems
Applied and SC Solutions Partner on Real-Time Profile Control for 200mm CMP
Foldable Phones Bend the Limits of Technology
Subject Matter Expertise is Critical for Smart Manufacturing Analytics
The Future of Power Needs to be Exotic
Subject Matter Expertise is Critical for Smart Manufacturing Analytics
By James Moyne and Michael Armacost
Subject matter expertise (SME) will continue to be a critical component of microelectronics manufacturing analytics, especially as we move to smart manufacturing and big data solutions. The key to success is understanding how and where to incorporate SME into our solutions.
As we more fully embrace smart manufacturing (SM) strategies and environments, analytic solutions for the microelectronics manufacturing ecosystem are becoming more complex, precise, robust (from a control system definition perspective), granular and integrated, leveraging information from larger and more diverse data sources.[1]
These analytics, ranging from tool-level fault detection to end-of-line yield and supply chain analysis, are evolving in large part to support emerging prediction solutions such as predictive maintenance. But they are also improving fundamental existing capabilities such as run-to-run control and fault detection, and enabling new capabilities such as supply chain optimization.[2,3]
Analytic solutions leverage the five “V’s” of the big data revolution, which enable us to collect and retain larger amounts of data (volume) at higher rates (velocity), merged from multiple sources (variety), with higher data quality (veracity). The analytics then extract information out of this data (value).[3]
Oddly enough, though, analytic solutions can also be victims of the same data revolution from which they benefit. This is because they often rely too heavily on the data and not enough on the available domain information.
The desire to move towards purely data-driven solutions is easy to understand. Open analytics platforms, such as the Python and R programming languages and algorithm libraries for data analysis, allow us to quickly process large amounts of data using multiple complex algorithms, regardless of the application environment.[4] That means graduating data scientists can specialize in the math and find work across multiple industries without understanding the application environment, and third-party solution providers can sell across industries without application domain expertise.
WHY IS DATA NOT ENOUGH?
While this “data-only” approach might be attractive to many, it generally doesn’t work in the microelectronics manufacturing environment. As detailed in Processes in 2017,[2] this manufacturing environment is characterized by highly complex equipment operating in a very dynamic environment with a large number of context shifts (e.g., recipe changes and PMs). Consequently, as part of the analysis process, large stores of data often have to be broken into much smaller clusters that relate to particular situations and context environments. The “big data” benefit quickly disappears.
Luckily, subject matter expertise (SME) in equipment, processes and solutions can provide a knowledge network to augment analytics and even make the data “big” again. The combination of SME and data provides truly optimal, robust and usable solutions.
The need for SME as an integral part of analytics solutions was underscored at the latest meeting of the Integrated Measurement Association – Advanced Process Control (IMA-APC) council.[5] This council, which meets annually in conjunction with the US APC Conference,[6] consists of experts and interested parties from the microelectronics manufacturing user, OEM and supplier communities. The council tackles key technical issues facing the industry, using survey analysis and consensus-building techniques to define potential approaches and directions to solutions.
The challenge of the 2018 IMA-APC council meeting was to identify the role of SME in semiconductor manufacturing APC analytics. Key consensus results were that (1) SME is required in effective fab analytics and (2) SME must be mapped into the project plan or workflow of events. Figure 1 illustrates the latter point. Note that there are different types of SME that must work together with analytics in an effective application, and that the interplay is structured and automated. Extreme subject matter experts (SMEs) have detailed knowledge about a particular facet of the project, such as the modes of failure of a component in a predictive maintenance (PdM) project. However it is important that this extreme SME be coordinated across the project workflow by a well-rounded expert who (1) has general knowledge of the entire project and (2) understands the nature of the extreme SME of the other experts who are (or need to be) on the team.
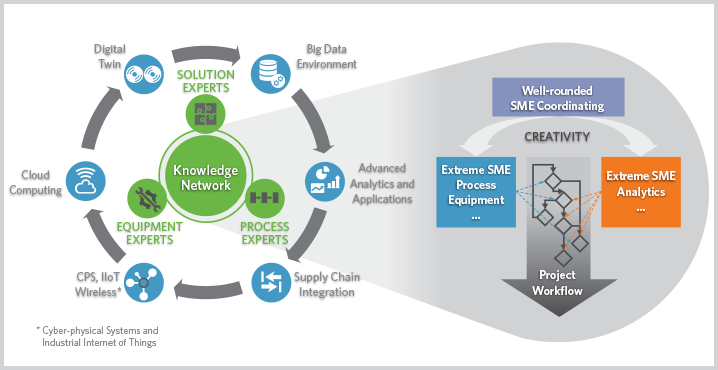
Figure 1. SME can be incorporated into all tenets of SM throughout the project workflow.
WHAT IS THE SOLUTION? DATA + SME
The 2018 IMA-APC council report provides significant insight into where we are headed. Analytics and the knowledge network must work together throughout the project workflow to achieve optimal solutions. Within the knowledge network a team of SMEs must work together to understand how and where to bring information about equipment, processes and analytics into the solution.
For example, an equipment expert could identify what parameters are fundamentally related to observing a particular degradation trend for PdM. A process expert could relate how different contextual environments (e.g., recipes) might cause a shift in the data, but the degradation trend can still be observed. An analytics expert could determine the best algorithm(s) to model and predict the trend given the data size, parameter set, dynamics, noise levels, etc.
Today this interplay between analytics and SME is orchestrated manually and can vary greatly from application to application, often depending more on the availability of expertise than on an actual calculation of the optimum plan for interaction. As we move forward in the SM era, this process will have to become more automated, reusable and optimized. For example, as shown in figure 2, both analytics and the SME network workflows eventually must automatically accept unsolicited inputs from each other to achieve the analysis objectives.[7] This automation is a technical challenge that will have to be addressed as SM evolves.[3]
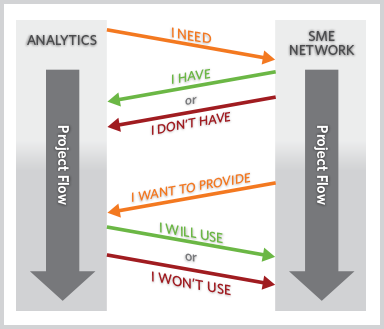
Figure 2. The interaction between analytics and SME must be bidirectional and complementary. This presents technical challenges to current approaches.
The need for SME, the best complementary analytics approach, and the way in which SME and analytics interact can vary from application to application. Generally speaking, as shown in figure 3, the closer the equipment, component or process, the greater the need for SME. This is because the analysis is more directly tied to physical phenomena that might be understood at some level by an expert. Thus, for example, equipment fault detection and component or equipment PdM would probably rely more heavily on SME throughout the process, whereas yield analysis might rely more on complex pattern recognition analysis with SME incorporated in the interpretation of the results. The key is leveraging all information in solutions, whether that information comes from data or from SME.
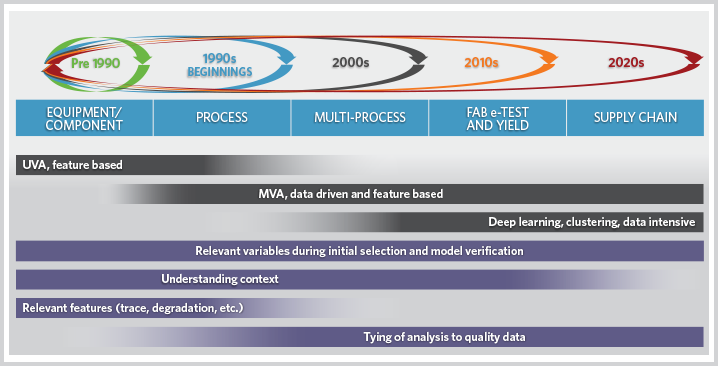
Figure 3. The need for SME and the way in which SME and analytics interact can vary from application to application. The timeline at the top illustrates the progression in “closing the loop” at various levels in the ecosystem. The rest of the figure illustrates how different analytical approaches (black) and different types of SME (purple) play roles of varying importance in solution development, depending on where they are applied in the ecosystem.
LOOKING AHEAD: AUTOMATING THE PROCESS
As we continue to pioneer new solutions in our complex manufacturing environment, we have to remember that information is key, and we cannot afford to throw any of it away. Much of it may come from volumes of data, but no amount of data in today’s fabs can fully explain the physics and chemistry of our complex equipment. Thus, we should always embrace SME to complement our analytics. Success depends on developing automated and reusable approaches that bring the best of analytics and SME together throughout the project workflow.
For additional information, contact michael_d_armacost@amat.com or moyne@umich.edu
Dr. James Moyne is an associate research scientist in the Mechanical Engineering Department at the University of Michigan, and a consultant to Applied Materials.
[1] M. Armacost, M. Li and J. Moyne, “Moving Towards Smart Manufacturing in Microelectronics Manufacturing,” Nanochip Fab Solutions, Vol. 12, No. 2, December 2017. Available online: http://dev-www.appliedmaterials.com/nanochip/nanochip-fab-solutions/dece....
[2] J. Moyne and J. Iskandar, “Big data analytics for smart manufacturing: Case studies in semiconductor manufacturing,” Processes, Vol. 5, No. 3, July 2017.
Available online: http://www.mdpi.com/2227-9717/5/3/39/htm.
[3] International Roadmap for Devices and Systems (IRDS): 2018 edition. Available online: http://irds.ieee.org. See especially Factory Integration chapter.
[4]https://www.python.org/ and https://www.r-project.org/.
[5] IMA-APC Council Report-out: 2018 Meeting on Data-driven versus subjectmatter- expertise (SME) enhanced modeling for APC, APC Conference XXX, Austin, Texas, October 2018. Contact James Moyne (moyne@umich.edu) for a copy.
[6]www.apcconference.com.
[7] J. Moyne and M. Armacost, “The role of APC and smart manufacturing / Industrie’ 4.0 in new reliability-critical markets such as automotive,” 18th European Advanced Process Control and Manufacturing Conference (apc|m), Villach, Austria, April 2019.